
Energie zuinige elektrische motoren gebouwd met amorf materiaal
- MarnixStie
I. Introductie
Amorfe materialen worden gekenmerkt door hun lage ijzerverliezen. Het materiaal kent verschillende toepassingen in vermogen elektronica als sensoren en omvormers alsook in distributie transformatoren. Bij transformatoren is aangetoond dat door Si-staal te vervangen door amorf materiaal de nullastverliezen (verliezen in een motor waarbij geen belasting aangesloten is) 70 % verlagen [1] [2]. De verliezen in een elektrische motor kunnen opgesplitst worden in ijzerverliezen en koperverliezen. Het eerste, de ijzerverliezen zijn afhankelijk van het materiaal waaruit het huis van de motor is opgebouwd, vanaf nu de stator genoemd. De tweede verlies component zijn de koperverliezen, dit zijn de verliezen in de koperen geleiders waar de stroom door vloeit, het gebruik van amorf materiaal gaat hier geen invloed op teweeg brengen. Het amorf materiaal heeft enkele nadelen, het heeft slechts een dikte van 25 micrometer, is extreem bros en hard. Het materiaal is gevoelig aan mechanische spanningen, dit resulteert in een stijging van het ijzerverlies na het vervaardigen [3] [4]. Het materiaal dient correct uitgegloeid (verwarmen in een oven) te worden, dit verbetert de magnetische eigenschappen zoals de verlaging van het ijzerverlies [5]. Een recent onderzoek [3] toont aan dat het ijzerverlies in de motor uit amorf 2 maal lager ligt dan de motor uit Si-staal. Echter geven numerieke berekeningen een verlaging met een factor 3 weer. Dit verschil is waarschijnlijk toe te schrijven aan de vervaardiging van de motor. In dit artikel wordt de degradatie door versnijding van het materiaal onderzocht. Alsook wordt onderzocht of er een mogelijkheid is om deze ongewenste effecten te verminderen of zelf te vermijden, de invloeden van het versnijden met een plaatschaar en laser worden onderzocht. Verder wordt de invloed van een gloeibehandeling onderzocht. Het amorf materiaal dat in dit onderzoek gebruikt wordt is 1K101 geproduceerd door Catech.
II.Eigenschappen Amorf materiaal
In niet uitgegloeide vorm is het materiaal ductiel en eenvoudig te bewerken, na een gloeibehandeling wordt het materiaal extreem bros. Hierdoor is het niet mogelijk het materiaal te bewerken na een gloeibehandeling. Niettemin wordt het aangeraden het materiaal uit te gloeien, de verlaging van de mechanische eigenschappen wegen niet op tegen de verhoogde magnetische eigenschappen en dus de lagere verliezen die worden verkregen. Metglas adviseert gloeien onder een magnetisch veld van 2400 A/m voor 2 uur op 370 °C [7].
A.Niet uitgegloeid amorf materiaal
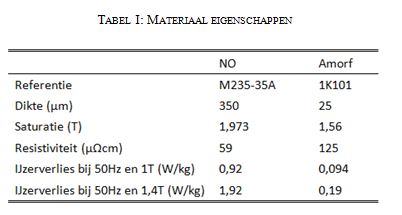
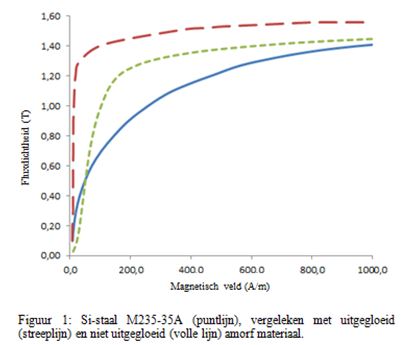
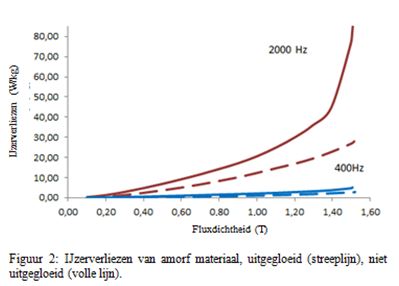
De BH-curve (zoals figuur 1) en de verliezen van niet uitgegloeid materiaal worden gebruikt als referentie, hierdoor kan de verbetering door verschillende gloeibehandelingen aangetoond worden. De materiaaleigenschappen worden weergegeven in tabel I. Figuur 1 toont de BH-curve van amorf materiaal en het materiaal M235-35A. Het niet uitgegloeide materiaal heeft een gelijkaardig gedrag zoals het Si-staal, maar verzadigt op 1.56 T. Het veld aangelegd tijdens de gloeibehandeling is 2400 A/m. De gloeitijd is 2 uur, de temperatuur 350 °C. Zoals figuur 2 aantoont heeft een gloeibehandeling een positieve invloed op de ijzerverliezen.
![]()
III.Invloed door het versnijden van het materiaal
Amorfe materialen zijn gekend voor hun hardheid en degraderen snel door versnijden. Laser- en plaatschaar snijden worden vergeleken, de invloed van deze bewerkingen wordt bepaald met een SST meetopstelling door systematisch het aantal snijranden te verhogen. Zo kan de invloed van het versnijden worden vastgesteld. Volgende monsters zijn getest:
- 1 strip van 50 mm breed;
- 2 strips van 25 mm breed in parallel;
- 6 strips van 10 mm breed in parallel.
Het is belangrijk te vermelden dat door zijn brosheid het niet mogelijk is het materiaal in strips te versnijden na een gloeibehandeling, de gloeibehandeling is dus uitgevoerd na het versnijden van het materiaal
A.Eigenschappen van niet uitgegloeid amorf materiaal
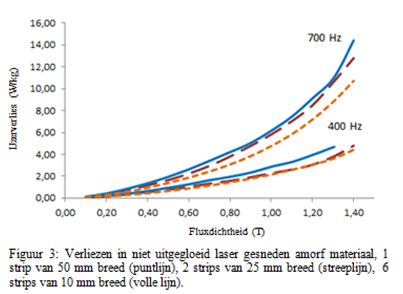
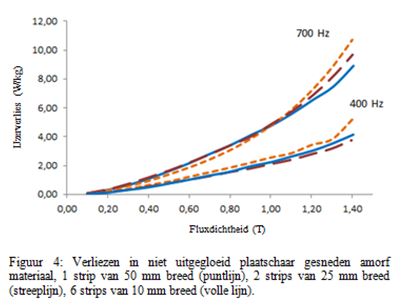
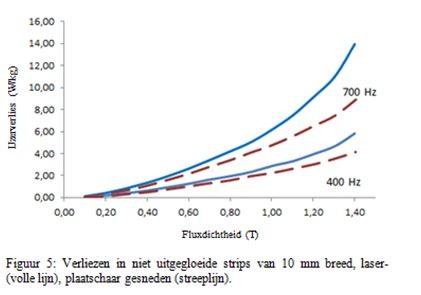
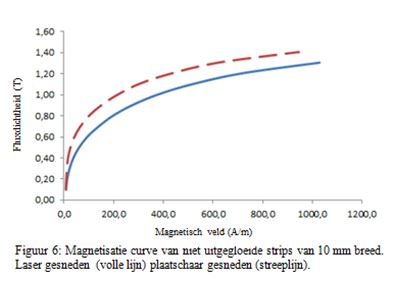
Voor de monsters zonder gloeibehandeling geeft figuur 3 de verliezen weer voor laser gesneden strips, waarbij verwacht wordt dat de smallere strips meer beïnvloed worden door het versnijden. Figuur 4 geeft dezelfde meting weer voor plaatschaar gesneden monsters Figuur 5 en figuur 6 vergelijken beide snijtechnieken, namelijk laser en plaatschaar snijden. Figuur 5 toont aan dat de verliezen bij lasersnijden 30 % hoger zijn i.v.m. plaatschaar gesneden strips. Figuur 6 toont aan dat de geleidbaarheid sterk daalt bij laser gesneden strips.
![]()
![]()
![]()
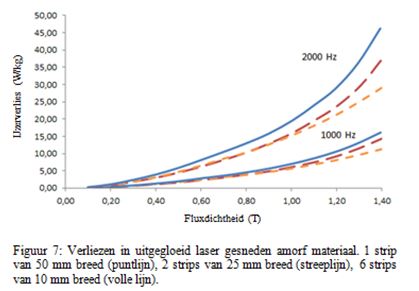
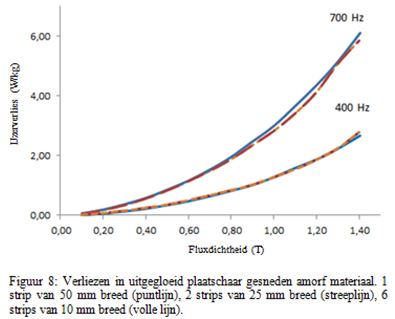
B.Eigenschappen van uitgegloeid amorf materiaal
Voorgaande monsters zijn achteraf uitgegloeid voor 2 uur op 350 °C. Voorgaande meting is herhaald, de resultaten worden weergegeven in figuur 7 en 8. Er kan geconcludeerd worden dat uitgloeien een positieve invloed heeft op mechanische spanningen ontstaan door vervorming bij het versnijden met een plaatschaar. Uitgloeien heeft geen positieve invloed op de thermisch beïnvloede zones ontstaan door het lasersnijden, de temperatuur in deze zones stijgt boven de rekristallisatie temperatuur en verliest zo zijn amorfe eigenschap.
![]()
![]()
![]()
IV.IJzerverlies in een Hoge snelheid motor d.m.v. FEM
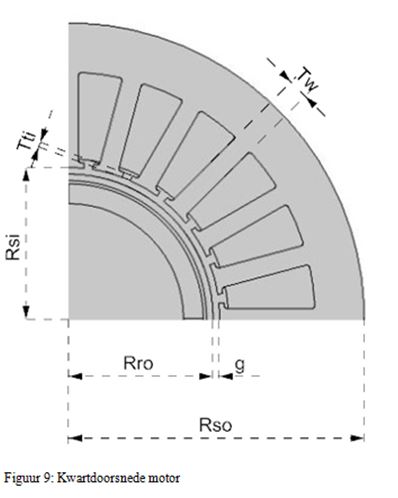
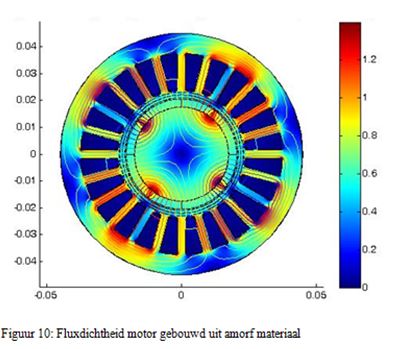
Een case studie is uitgevoerd met een hoge snelheid permanent magneet synchrone machine met de stator uit amorf materiaal. De geometrie is weergegeven in figuur 9. De fluxdichtheid bij nullast wordt weergegeven in figuur 10. Het ijzerverlies wordt bepaal d.m.v. het Bertotti Model [8].

V.Conclusie
In dit artikel is de degradatie die ontstaat door het versnijden van het materiaal onderzocht. Het is geweten dat uitgloeien de eigenschappen van het materiaal verbetert. Met een plaatschaar wordt het materiaal vervormd waardoor de verliezen stijgen, deze kunnen opnieuw verlaagd worden door het uitvoeren van een gloeibehandeling. Bij lasersnijden wordt het materiaal meer beïnvloed i.v.m. plaatschaar snijden. De optimale manier om amorf materiaal te verwerken is door gebuikt te maken van een plaatschaar of ponsmachine.







